����(y��ng)��о6��䓽z�K6*37-FC24
| �a(ch��n)Ʒ��̖(h��o)�� |
6*37-FC24 |
| Ʒ �ƣ� |
��ͨ |
|
|
| �� �� �أ� |
�������l(xi��ng) |
| �������ڣ� |
2025-04-10 |
| | Ʒ������ͨ | | ��̖(h��o)��6*37-FC24 | | �a(ch��n)Ʒ�e������о䓽z�K | |
| | ���C(j��)������/ kg | | �a(ch��n)Ʒ��;���V�����ڙC(j��)е���촬���ɵV��ұ�� | | �Y(ji��)��(g��u)��?ji��n)��?��) | |
| | ������(qi��ng)����10000��MPa�� mm | | �z����24 | | �ɔ�(sh��)��6 | |
| | ���|(zh��)��̼� A3 | | �z����24 | | �ɔ�(sh��)��6 | |
䓽z�K��һ�N���Џ�(qi��ng)�ȸߡ������á������p�����Ժõ���Ҫ��(g��u)��,���V�����ڙC(j��)е���촬���ɵV��ұ���Լ��֘I(y��)�ȶ�N�ИI(y��)��
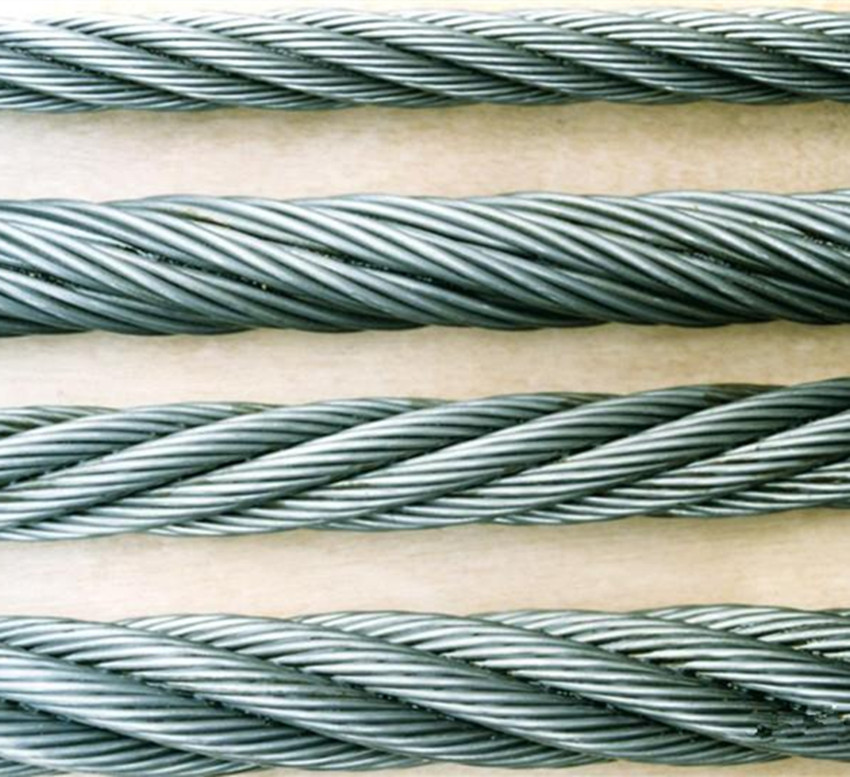
����䓽z���Ƴɵ��K��,�Y(ji��)��(g��u)Ҋ�D1�����g���w�S�K�Q�Kо�������Kо�܇���䓽z���K�ɡ�䓽z�Kֱ��һ���3.15��65mm��***�ֿ��_(d��) 120mm��������䓽z�Kֱ�����_(d��)1000mm��19���o(j��)�����W�����ڵV����ʹ���F�z�Ƴɵ��K���������K���F朣����(l��i)���F(xi��n)��䓽z�K��䓽z�K��;�V��Ʒ�N���ࡣ70���ĩ������䓽z�K�a(ch��n)����ȫ��䓮a(ch��n)���� 0.3�����ҡ��Ї�(gu��)��1939��ǰ���_ʼ���a(ch��n)䓽z�K���F(xi��n)���������a(ch��n)�ܶ�Ʒ�N�� 䓽z�K�V����(y��ng)���ڏ��������ᡢ�����������ȷ��档
(1��䓽z�K�܉���f�L(zh��ng)���x��ؓ(f��)�d
��2��䓽z�K�܉���ܶ�N�d�ɼ�׃�d�ɵ�����
��3��䓽z�K�����^�ߵĿ�����(qi��ng)�ȡ���ƣ�ڏ�(qi��ng)�ȺͿ��_���g��
��4��䓽z�K�ڸ��ٹ����l���£���ĥ�������\(y��n)�D(zhu��n)��(w��n)���Ժ�
��5��䓽z�K�����g�Ժã��܉��ڸ��N�к����|(zh��)�Đ��ӭh(hu��n)������������
��6��䓽z�K����ܛ���ܺã��m���ڠ�������ק�������ȶ�����;
��7��䓽z�K�ij��d��ȫϵ��(sh��)��ʹ�ð�ȫ�ɿ�
��8��䓽z�K�����������p�����ڔy�����\(y��n)ݔ
䓽z�K��һ�N���Џ�(qi��ng)�ȸߡ������á������p�����Ժõ���Ҫ��(g��u)��,���V�����ڙC(j��)е���촬���ɵV��ұ���Լ��֘I(y��)�ȶ�N�ИI(y��)��
䓽z�K���a(ch��n)��ˇ����-���z
ԭ����:�@���f(shu��)��䓽z�K���z��ָԭ���Ͻ�(j��ng)�^(gu��)��ϴ�������������_�������g�M(j��n)��һ�λ��εİ�������׃����әC(j��)��(g��u)��ʹ���_(d��)��Ŀ��(bi��o)ֱ����һ�N��ˇ�ֶΡ�
ԭ������0.14��10.00mm�ĺ�ɫ���ٺ�ֱ����0.01��16.00mm����ɫ���١�
��ϴ������Һϴȥ䓽z�Kԭ���ϱ����P�g���܈Ƥ���^(gu��)�̣���䓽z�K���a(ch��n)��ˇ���ֽЄ�������Ҫ�Ѹ߾���������x�������F�P���s�|(zh��)Ӱ��_�����p�����zģ�ߡ�
����ͨ���f(shu��)���ǰѲ��Ͻ��������}��Һ�У�ʹ�����@��һ�Ӳ�����ˮ�������}��Ĥ�Ĺ�ˇ����һ���̶��Ϸ�ֹ���g��
�_����ͨ�^(gu��)���N���ƽ��پ���ģ�����ĵ�һ���Π�Ŀף��A�������˽ǻ����������Π��(d��ng)����?g��u)?qi��ng)�д��^(gu��)ģ�וr(sh��)�ߴ硢�Π�l(f��)��׃����
��νz����ͨ�ĈA䓣���ͨ�^(gu��)������ֱ��Сһ�c(di��n)�Ŀ��Џ�(qi��ng)�����^(gu��)���t�A�ֱ���͕�(hu��)׃С���L(zh��ng)�ȕ�(hu��)���L(zh��ng)�������؏�(f��)�@�ӵļӹ��^(gu��)�̣��t�A䓾͕�(hu��)�M(j��n)һ��׃С���a(ch��n)���@�N����׃���Ժ��䓲�Ӳ�ȕ�(hu��)���ӣ����ԕ�(hu��)������ʧ����Ҫ�����ԣ�ֻҪ��(qi��ng)�ȵĈ�(ch��ng)�ϣ�����ʹ���@�ӵ�䓲ġ�
�ػ���?y��n)�䓽z�ķ��ӽY(ji��)��(g��u)�ѽ�(j��ng)�Ɖģ�ֻ�лػ��ٴ�߀ԭ䓽z��(n��i)���ĽY(ji��)��(g��u)���Ա����ٴ����z���@�Ӳ��ה��ѣ������������҂���Ҫ�ď�(qi��ng)�ȡ���(qi��ng)�Ⱦ����҂��f(shu��)�ĵĿ�����(qi��ng)�ȡ���(qi��ng)�������z������(l��i)�ģ����ǟ�̎������(l��i)�ġ��@����䓽z�K��ˇ�͙C(j��)е�ӹ���ˇ***��ą^(q��)�e�ˡ�һ��ď�(qi��ng)�ȣ�1470N/mm2,1570N/mm2,1670N/mm2,1770N/mm2,1870N/mm2,1960N/mm2.��(qi��ng)��Խ�ߣ�����Խ��(qi��ng)�������g��Խ����ԣ��҂�?c��)�䓽z�K�x���ϑ�(y��ng)�x����m�ď�(qi��ng)�ȡ�����һζ�ߏ�(qi��ng)�ȡ��ߏ�(qi��ng)��䓽z�K�����Ǐ�(qi��ng)�ģ���������ĥ�Ⱥ����g�Է�����^����
�ۯB䓽z�K���a(ch��n)��ˇ����-����
���ɵ���͡��Y(ji��)��(g��u)����; 䓽z�K����͡��Y(ji��)��(g��u)��ԭ�Ϻ����a(ch��n)��ˇȡ�Q����;��һ��䓽z�K��ֱ�� 0.1��6.0mm �A�����̼��䓽z�������ܷ�Ͱ��ܷ�䓽z�K�r(sh��)������ Z�κ���������䓽z��䓽z�K����Ͱ���;�֣��Бҵ��������K�͵V�����ɡ��ܿ������ó��d�K������(d��ng)�b���à����K��������K���������Ͼ�؛����ϵ���K�ȡ�䓽z�K��Ʒ�N�������࣬�Y(ji��)��(g��u)�����(f��)�s�������ø��NͿ��䓽z�⣬߀ʹ�ò��P䓽z���p����䓽z����_��䓽z�Kʹ�õİ�ȫ�ԺͿɿ���,Ҫ��䓽z�K�����ď�(qi��ng)��,���õē��ԡ����Ƶ��܌�(sh��)�ԡ������ԡ���ĥ�ԡ����g�ԺͿ�ƣ�ڏ�(qi��ng)�ȵȣ����Џ�(qi��ng)��***����Ҫ��
䓽z�K�Ľ���Y(ji��)��(g��u)���c(di��n)���|�A�ɡ������|�A�ɡ�����|�A�ɡ����ɡ��Όӹɲ����D(zhu��n)���ܷ⼰��ƽ�ȡ���������|�A��䓽z�K�ǿ����əC(j��)�Ġ������������|�K��ͨ�^(gu��)�νzģ��݁ģ���ƶ��ɡ�ͨ�^(gu��)��ģ���K��׃��ǰ��׃�κ�Ľ���
������ ��Ϳ�ͺ�僌ӃɷN������ʩ��
Ϳ�� ����䓽z�K�����Ϳ�͡��w�Sо���ͣ�Ҫ����֬�܉��o(h��)�w�Sо�����������P�g䓽z,�̝�(r��n)�w�S,���ă�(n��i)����(r��n)��䓽z�K������Ϳ��ʹ�K��������䓽z���涼�����Ϳ��һ�ӷ��P��(r��n)����֬�����Ќ�(du��)Ħ�������͵Vˮ��ĵV�����K��ҪͿ��ĥ�Ϳ�ˮ�ԏ�(qi��ng)�ĺ�����֬��������;�tͿ��Ĥ�ԏ�(qi��ng)�����P���ܺõļt����֬����Ҫ���͌ӱ��������ڲ����^(gu��)���б����坍��
僌� ����\����X��Ϳ�����������ȡ���\�ַ�䓽z��僺�εı�僌Ӻ�䓽z�κ���\�ĺ�僌ӣ���僌ӵęC(j��)е���ܱȹ���䓽z�K�������ͣ����ڇ�(y��n)�ظ��g�h(hu��n)����ʹ�á���X䓽z�K����\䓽z�K�����g����ĥ���͟ᣬ��Ҫ���ڝO�I(y��)�ϾW(w��ng)��������H2S�ĵV���ȣ�������僺�η����a(ch��n)��Ϳ���������ϵ�䓽z�K��Ϳ�K��Ϳ�ɺ���K�ɷN��ǰ�������o�����������ڄ�(d��ng)����
�������� ��䓽z���P�����¾������əC(j��)�Ĺ���݆�ϣ�Ҳ�Ɍ�䓽z�İνz�C(j��)��ֱ�Ӿ�������݆�ϡ� ���� ��䓽z�����K�ɡ����əC(j��)�п�@ʽ���S��ʽ���o(w��)��ʽ���p��C(j��)�ȡ���12�S��ʽ���əC(j��)ʾ��D��1���b���K�ɵĹ���݆��2�����D(zhu��n)�ęC(j��)Ͳ����(n��i)�b12��(g��)��M䓽z�Ĺ���݆,3�dzɹɵĉ����ߣ�4�Ǡ���݆��5���ό��K�ɵ��վ�݆���C(j��)Ͳ���D(zhu��n)һ�ܣ�����݆�������K���L(zh��ng)�ȼ���ɵ����ࡣ
�ۯB 䓽z�K���a(ch��n)��ˇ����-���K
�ں��K�C(j��)�ό��K�ɇ��@�Kо���ľ����������������a(ch��n)䓽z�K�Ĺ�ˇ�^(gu��)�̡����KҪ��(y��n)����䓽z�K���칤ˇҎ(gu��)���M(j��n)�С����K�C(j��)�x����(y��ng)�J(r��n)���x����K�ùɣ��ɵ�Ҏ(gu��)�Y(ji��)��(g��u)������(Ҋ䓽z�K����)���L(zh��ng)�ȵȑ�(y��ng)�M��䓽z�K���쿨Ƭ��Ҫ���x�����d�ɹ���݆���b�ں��K�C(j��)�Ĺ���݆݆���ϡ����K�����й���݆�İ��b���ɵĴ������������ƅ���(sh��)���{(di��o)�������Ʋ����c���ɕr(sh��)����ͬ�����K�c������ȣ��H�����ƹ�ˇ��������ͬ��䓽z�K�����Ʒ֞����䓽z�K�����ơ��p��䓽z�K�����ƺ�����䓽z�K������3�N��͡�
����䓽z�K���Ʒ��������ƹ�ˇ�c��ͬ�Y(ji��)��(g��u)�Ĺɵ����Ʒ��������ƹ�ˇ������ͬ���^(q��)�e�H�����چ���䓽z�K�У����@�Kо��ĸ����ƌӵ�䓽z�����ǽ���׃���ģ�����t�����䓽z������_�����ܷ�䓽z�K�ن���䓽z�K�����Ʒ����c���ƈA�Ɇ���䓽z�K���ƣ��䲻ͬ�c(di��n)���ڣ����ƕr(sh��)��횱��C�Kо��Į���䓽z����ʼ�K����䓽z�K������档�ܷ�䓽z�K�Kо�⮐��䓽z������һ���ڌ����O(sh��)������ɡ�
�p��䓽z�Kͨ����2��3��4��6��7��8�������ƶ��ɡ�Ŀǰ***����_(d��)��36�ɣ�Ʒ�N�࣬�Y(ji��)��(g��u)�^��(f��)�s���Ǒ�(y��ng)��***�V����䓽z�K����(y��ng)��***�ձ������6���ɽM�ɵ��p��䓽z�K���м�(x��)Ҏ(gu��)����p��䓽z�K�ɲ��ù�ʽ���əC(j��)���ơ���Ҏ(gu��)��䓽z�K���e��ͬ����䓽z�K(Ҋ䓽z�K����)�����ÿ�@ʽ���K�C(j��)���ơ����ι�䓽z�K�ɲ��Ì����O(sh��)�����ƣ�Ҳ������ͨ���K�C(j��)�ό��A�ι�׃�γɮ��ιɺ����Ƴ�䓽z�K������|䓽z�K�ɲ��î���䓽z�K���Ʒ����죬Ҳ�ɲ������ԉ��s�����졣���ԉ��s���������ɕr(sh��)���A�ιɽ�(j��ng)�����λ�݁����ʹ����䓽z�a(ch��n)������׃�Σ���׃�Ƀ�(n��i)䓽z�Ľ��|��B(t��i)��Ȼ�����@�N�����Ƴ�䓽z�K������䓽z�K�������c�p��䓽z�K��������ͬ��ֻ�����ƴΔ�(sh��)�����ˡ�
����䓽z�K����(y��ng)���Ƴɲ���ɢ�ġ�䓽z�K�IJ���ɢ����ͨ�^(gu��)���K�r(sh��)��(du��)���ƹ��M(j��n)���A(y��)׃�Ό�(sh��)�F(xi��n)�������Kо��䓽z�KҲ���Բ��ß�̎�������@�ò���ɢ���ܡ����˸���䓽z�K�����W(xu��)���ܺͲ���ɢ���ܣ������K�r(sh��)��(du��)���M(j��n)���A(y��)׃���⣬���ɺͺ��K�r(sh��)߀�V�����ùɳCֱ��ˇ��������䓽z�K�����Ƒ�(y��ng)����
�ں��K�C(j��)�Ġ���݆���վ��b��֮�g�O(sh��)��䓽z�KͿ�Ͳۣ���(du��)䓽z�KͿ�͡�䓽z�KͿ�ͺ�(j��ng)�ž��C(j��)��(g��u)������p�@���վ��C(j��)��(g��u)�Ĺ���݆�ϡ������ꮅ��䓽z�K���K�^��ܛ䓽z���o���̶��ڹ���݆݆�P�ϡ�

 �֙C(j��)�L��(w��n)
�֙C(j��)�L��(w��n)