
 �֙C�L��
�֙C�L��
 |
- ��(d��ng)ǰλ�ã������A�����I(y��)���F����˾ > �a(ch��n)Ʒ���� > ܇݆�M > ֱ��250-500���ؙC��݆��܇݆�M ��܇�T���� ��܇����
ֱ��250-500���ؙC��݆��܇݆�M ��܇�T���� ��܇����
�a(ch��n)Ʒ��̖�� ֱ��250*90 Ʒ �ƣ� ���� -
1 ��
��400.00 -
2 ��
��390.00 -
�R3 ��
��380.00
�� �� �أ� �������l(xi��ng) �������ڣ� 2025-04-10 Ԕ��(x��)��Ϣ| ԃ�r����Ʒ�������� ��̖��ֱ��250*90 �ӹ��������� ���|(zh��)���T� ��� ��;�����d�����ؙC�����c�d�ɲ���܉�� �ӹ��������� 
�����A�����I(y��)���F����˾λ���Lԫ�h���ѹ��I(y��)�@�^(q��)�����|����V���������l�������@���γɽ��R���S�^(q��)���������H�C��130kM���o��������������؈@�^(q��)�c��V�����B�Ӿ����|��(c��)��������ʡ���ع��I(y��)�@�^(q��)����(y��u)Խ�ą^(q��)λ��(y��u)�ݾ��ǏV韵İl(f��)չ���g��
�A�����������ؙCе��������I(l��ng)��������̡�����(w��)�̣��a(ch��n)Ʒ�������w���ؙC��ץ����늄Ӻ��J��܇݆�M��(li��n)�S�������^�M����Ͳ�M����݆�M���Ƅ�݆�ȣ������N�ǘ�(bi��o)�a(ch��n)Ʒ���O(sh��)Ӌ�����졣�ҹ�˾�����������ƌW(xu��)���|(zh��)�������wϵ��ͨ�^��ISO9001���H�|(zh��)���wϵ��14001�h(hu��n)�������wϵ��OHSASI�I(y��)������ȫ�����wϵ�J(r��n)�C��
�����A�����I(y��)���F����˾���\�š������ͮa(ch��n)Ʒ�|(zh��)���@�ØI(y��)����J(r��n)�ɡ�
�gӭ���������W�R���^ָ��(d��o)�͘I(y��)��(w��)ǢՄ����߅܇݆�M��̖
φ250*90��߅�������T�/��܇݆�M φ350*100��߅�������T�/��܇݆�M��
φ315*100��߅�������T�/��܇݆�M φ400*120��߅�������T�/��܇݆�M��
φ500*130��߅�������T�/��܇݆�M
�p߅܇݆�M��̖
φ400*130�p߅�������T�/��܇݆�M φ500*130�p߅�������T�/��܇݆�M��
φ500*150�p߅�������T�/��܇݆�M φ600*150�p߅�������T�/��܇݆�M��
φ600*160�p߅�������T�/��܇݆�M φ600*180�p߅�������T�/��܇݆�M��
φ700*150�p߅�������T�/��܇݆�M φ700*180�p߅�������T�/��܇݆�M��
φ710*180�p߅�������T�/��܇݆�M φ700*200�p߅�������T�/��܇݆�M��
φ800*160�p߅�������T�/��܇݆�M φ800*200�p߅�������T�/��܇݆�M�����˸��õĞ����ṩ����(w��)������Ĵ_����������Ո��֪����(sh��)��(j��)��
A���ؙC��λ
B�������e
C܇݆�M��̖���ṩ���P(gu��n)�ߴ��D����
D܇݆�M���|(zh��)
E܉����̖

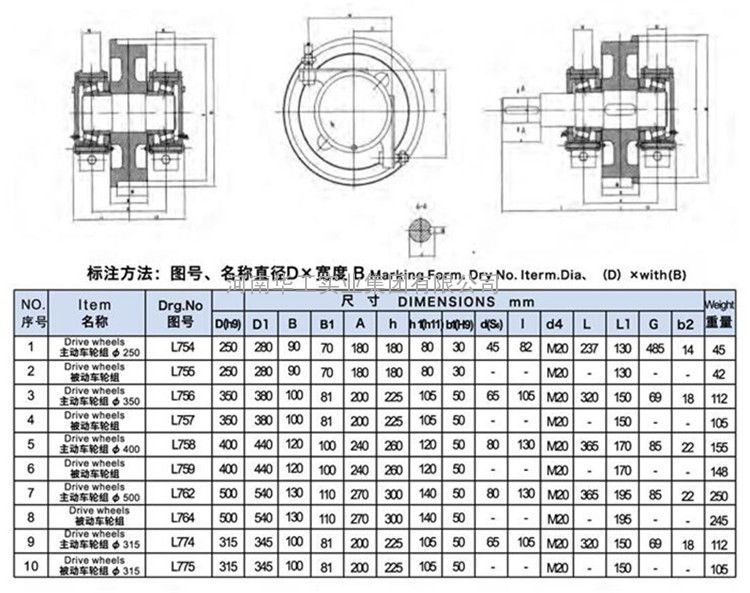
���N�ǘ�(bi��o)܇݆�Ɂ�D�ӹ����ƣ�

܇݆���Á�֧�����ؙC���d�ɣ�����܉����ʹ���ؙC����(f��)����\�е��b�á�܇݆��Ҫ�p������ʽ��ĥ�p��Ӳ���Ӊ�����c�g��
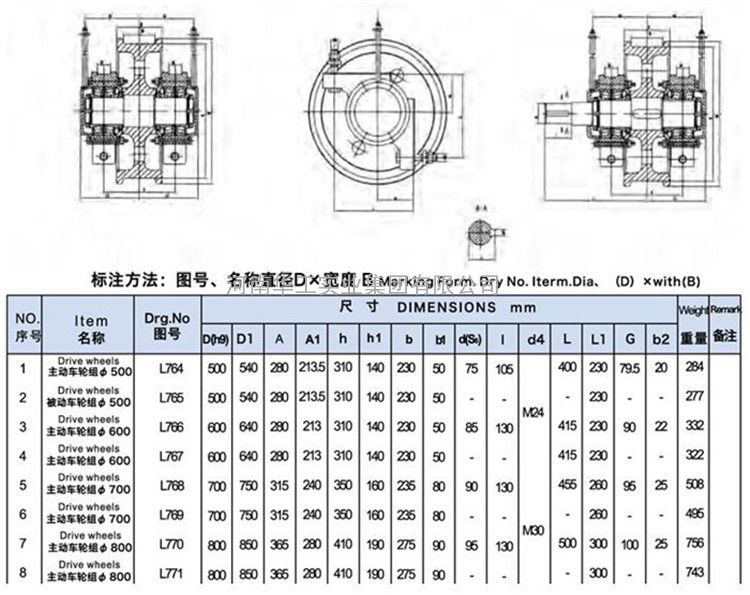
܇݆�M����(j��)��܇��;�֞��߅܇݆�M���p߅܇݆�M�͟o��݆�M��
���ؙC����݆���dž�߅݆�أ���߅݆�����L��ȵđҒ����ؙC����܇݆��߅����݆�أ��p߅݆�����ǘӲ�������ƫ���Ғ�܉������Ҳ��Щ��Ҫ�Ƕ��ǃ�߅�����X݆������܇݆�c�(q��)�ӵİ��b����Ҫ���^�ߣ����םM�㣻���܇݆�ijɱ�������10%���ң��ԃr�Ȳ��ߣ����҆�߅�X݆�ѽ�(j��ng)�܉�M�����ؙC������Ҫ��Ŀǰ��߅݆һ�������p��С܇���p߅݆���ڴ�܇��܇݆�M���|(zh��)��
�T䓣��T55���T50SiMn���T42CrMo��
�䓣��60���42CrMo���65Mn��
܇݆�M��Ҫ�u�c�����w����{(di��o)�|(zh��)�������ߜػػ�ľC�ϟ�̎����ˇ������˾���a(ch��n)���ؙC܇݆�M/��܇݆/��܇݆�����ܷǘ�(bi��o)܇݆�a(ch��n)Ʒ���ơ�
�{(di��o)�|(zh��)̎����
����ߜػػ�ğ�̎�������Q���{(di��o)�|(zh��)̎�����ߜػػ���ָ��500-650��֮�g�M�лػ��{(di��o)�|(zh��)����ʹ䓵����ܣ����|(zh��)�õ��ܴ�̶ȵ��{(di��o)�����䏊�ȡ����Ժ��g�Զ��^�ã��������õľC�ϙCе���ܡ��{(di��o)�|(zh��)̎����õ��ػ������w���ػ������w(tempered sorbite)���R���w�ڻػ�r�γɵģ��ڹ�W(xu��)�R���@�R�·Ŵ�500~600�����ϲ��ֱܷ����������F���w���w��(n��i)�ֲ���̼��������B̼�w�������ď�(f��)�ϽM������Ҳ���R���w��һ�N�ػ�M�������F���w�c����̼����Ļ����˕r���F���w�ѻ����o̼���^Ͷȣ�̼����Ҳ�鷀(w��n)����̼���







�ӹ���ˇ
1��ԭ���ϣ�
����(j��)�͑�D�����|(zh��)Ҫ���x�ú��m��ԭ������̖��Ҏ(gu��)��
2��䓲ęz�y��
�鱣�Cԭ���Ϻϸ����a(ch��n)ǰ�M��ԭ���ϻ��W(xu��)�ɷ֏�(f��)�z��
3��䓲Ą������ϣ�
����(j��)�a(ch��n)ƷҪ����V������и�ɺ�����С��������
4���ӟᣨ���ػ𣩣�
���и�õ�ԭ���ϰ��a(ch��n)Ʒ��ˇ�ӟᣬ���C�ӟ�ضȷ��ϲ���Ҫ��
5����죺
�ɲ����C��������O(sh��)�䣬����(j��)ԭ���ϵĴ�С������Ҫ���M������(y��ng)�Ķմ֣����L�ȹ�ˇ�����r�O(ji��n)�y呼��ߴ磬��ͨ�^�t��y�x�������ضȡ�
6�����z
��呼�ë���M�г����z��Ҫ�����^�ͳߴ�ęz���^������Ҫ�z��Ƿ�����Ѽy��ȱ�ݣ��ߴ緽���횱��Cë�������ڈD��Ҫ����(n��i)��������ӛ䛡�
7��呺�����
��Ҫ�Ǽ�(x��)������������M����������(n��i)��(y��ng)��������ȱ�ݣ�κ���w�������ִ���^��ȱ�ݺ͎���M������*�K��̎������(zh��n)�䡣
8���ּӹ���
呼��������ͺ����(j��)�a(ch��n)Ʒ����ӹ����N��ͬҎ(gu��)���呼������о��ӹ�������
9����̎����
��呼��ӟᵽ�A(y��)���ضȣ�����һ���r�g��Ȼ�����A(y��)�����ٶ���s���Ը���呼���(n��i)���M�������ܵ�һ�N�C�Ϲ�ˇ����Ŀ����������(n��i)��(y��ng)������ֹ�ڙCе�ӹ��r׃�Σ��{(di��o)��Ӳ��ʹ呼����������ӹ�����(j��ng)�^��̎�����呼�������(j��)���|(zh��)��Ҫ��呼��M�п����ˮ�䡢����ȡ������������{(di��o)�|(zh��)�����ȟ�̎����
10�����ӹ���
���ּӹ���̎����Įa(ch��n)Ʒ��ʹ�Ô�(sh��)�ؙC���M�о��ܼӹ���ʹ�a(ch��n)Ʒ�ߴ羫�ȡ��❍�ȵ���ȫ����呼��D��Ҫ��
11���a(ch��n)Ʒ���^�z�y��
�a(ch��n)Ʒ���^�z�y���Ͽ͑�D���ϳߴ�Ҏ(gu��)�����M�г���̽����UT�����ŷ�̽����MT����Ӳ�ȡ��B̼�ȈD��Ҫ��ęz�y��
12���Cе����ԇ
��M��͑�����회�呼��M�ЙCе���ܵĜyԇ��Ҫ���������������_���������ԇ�M����呼��z�y����Ҫ��
13������̎�������b��
��(j��ng)�^�|(zh��)���z�y���Ʒ呼�����(j��ng)�^���P�����̎�����b���M���Ʒ���Ԃ�l(f��)؛��
14���b܇�l(f��)؛��
�ij�Ʒ�����Ʒ�{(di��o)�����(zh��n)��o�͑��b܇�l(f��)؛�� -
-





-
�a(ch��n)Ʒ���
-
���ؙC���C
-
ƽ���
-
�ұ۵�
-
ץ��
-
܇݆�M
-
��݆�M
-
�Wʽ����
-
�Wʽ늙C
-
�Wʽ�p��늙C
-
�Wʽ܇݆
-
늄Ӻ��J
-
���^�M
-
늄ӭh(hu��n)机��J
-
����ƽ�_
-
�������J
-
늙C
-
�p�ٙC
-
���|��
-
��|��Ͳ
-
�Ƅ���
-
������
-
��Ͳ�M
-
��ȫ�Ƅ�
-
����朽�
-
�Ƅ���
-
��(d��o)�K��
-
�b����
-
(li��n)���_
-
LD܇݆�M
-
(li��n)�S��
-
���d������
-
���L(f��ng)�FШ
-
��܉С܇
-
䓽z�K
-
����
-
݆������
-
��P�C
-
�Wʽ���_��
-
���ؙC܉��
-
���J���^
-
�A܉��
-
��܇
-
����늴��F
-
���_��
-
˾�C��
-
��|��
-
���J׃��
-
���J늙C
-
ǧ���
-
늄Ӻ��J���
-
���ػ�܇
-
�܉�C
-
